|
安庆市三兴锅炉制造有限公司 质量技术监督局锅炉制造认证企业 |
||||||||||
|
|
|
|
|||||||
 咨询热线: 咨询热线:0556-5332667 |
||||||||||

生物资蒸汽发生器在企业生产中的作用
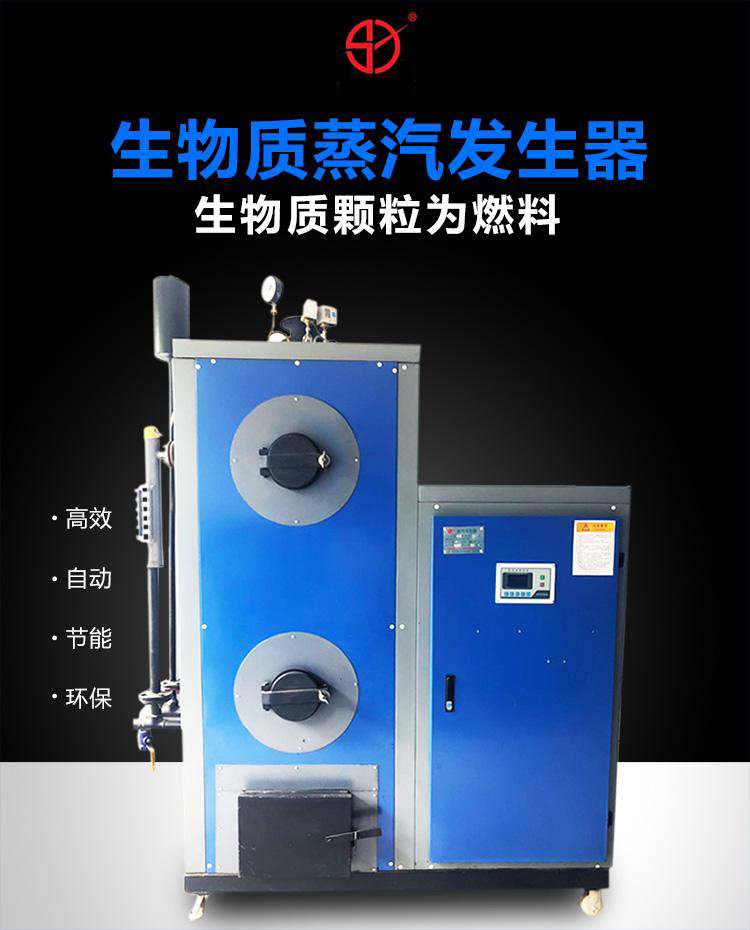
生物质蒸汽发生器作为现代企业清洁供能的重要设备,其核心蒸发器系统在生产环节中发挥着不可替代的作用。这种以农林废弃物为燃料的热能装置,通过蒸发器将生物质燃烧产生的热能高效转化为工业蒸汽,既解决了传统燃煤锅炉的污染难题,又显著降低了企业用能成本。
在运行机制上,蒸发器作为能量转换的核心单元,采用多管程螺旋结构设计,通过分层受热面布置,使给水在受热管内形成湍流状态。当生物质燃料在燃烧室充分燃烧后,高温烟气经三次回程换热,将热量持续传递给蒸发器内的水介质。该装置特有的双套筒结构可实现烟气余热的梯级利用,配合翅片管强化传热技术,使蒸汽发生效率提升至92%以上。某食品加工企业的实测数据显示,配备智能变频控制的蒸发器系统,较传统锅炉节能达18%-25%。
环保效益方面,蒸发器与多级除尘设备的协同运作,使生物质燃烧产生的粉尘经旋风分离+布袋过滤后,排放浓度低于20mg/m³。更值得关注的是,模块化蒸发器组可灵活配置SNCR脱硝装置,通过尿素溶液喷射将氮氧化物控制在50mg/m³以内。某造纸企业改造案例表明,采用带有尾气回用功能的蒸发器系统后,年度碳排放减少1200吨,达到超低排放标准。
在实际应用中,蒸发器的材质选型直接影响设备可靠性。主流机型采用SA-213T11高压锅炉管制造蒸发管束,配合316L不锈钢汽水分离装置,确保在8MPa工作压力下的长效运行。某制药企业的24小时连续生产数据显示,其蒸发器模块在三年运行周期内未出现管壁结焦或腐蚀泄漏,蒸汽干度稳定维持在99.2%以上。
当前,智能蒸发器技术正在推动产业升级。集成物联网监测系统的蒸汽发生器,可实时追踪蒸发器内部压力、水位和热效率参数,通过算法自动调节给料量和空气系数。某化工园区应用案例显示,这种智能调控使蒸发器在变工况条件下的热效率波动控制在±1.5%以内,显著提升了生产系统的稳定性。随着多效蒸发技术的成熟,生物质蒸汽发生器正逐步成为企业实现碳中和目标的关键技术装备。